
How do we do that?
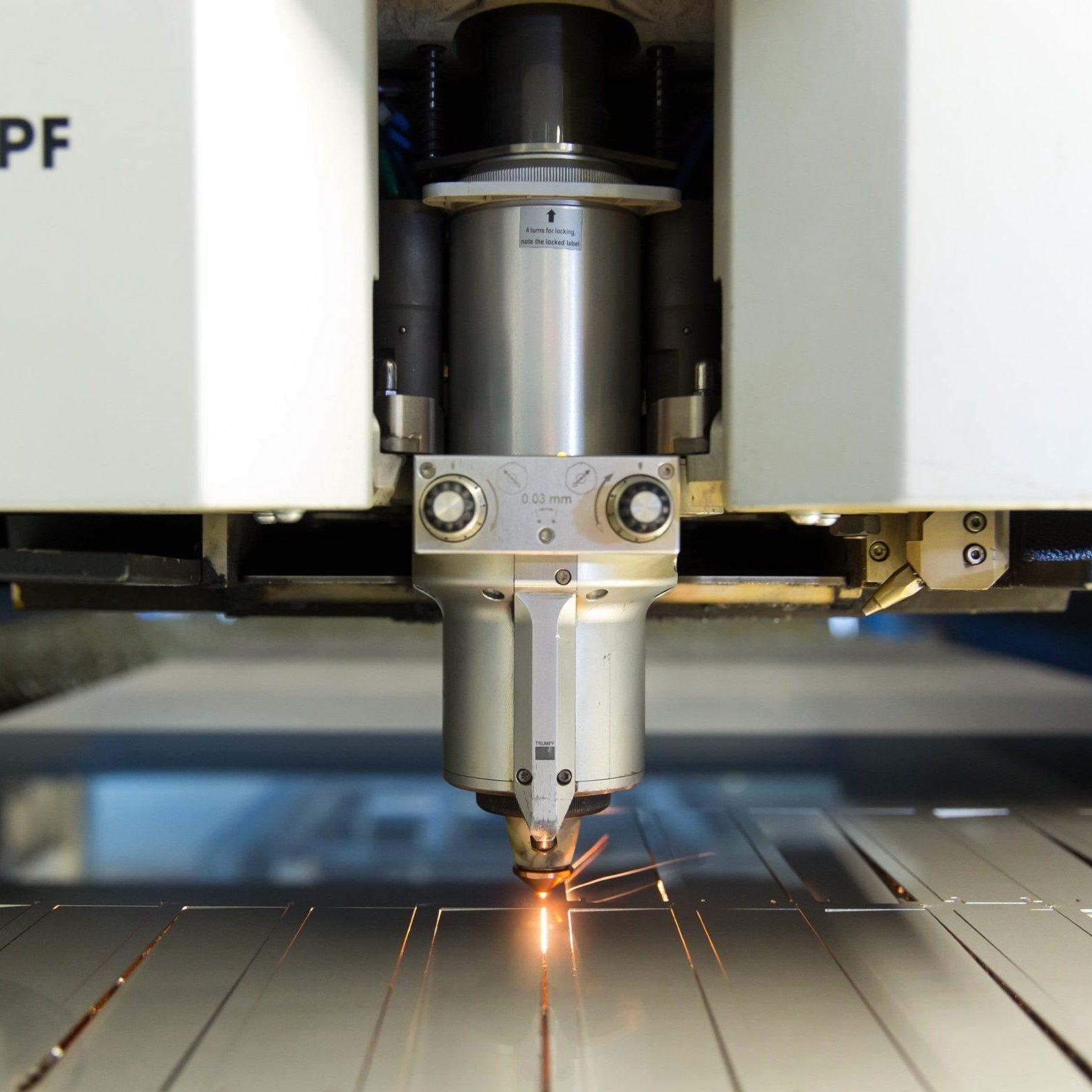
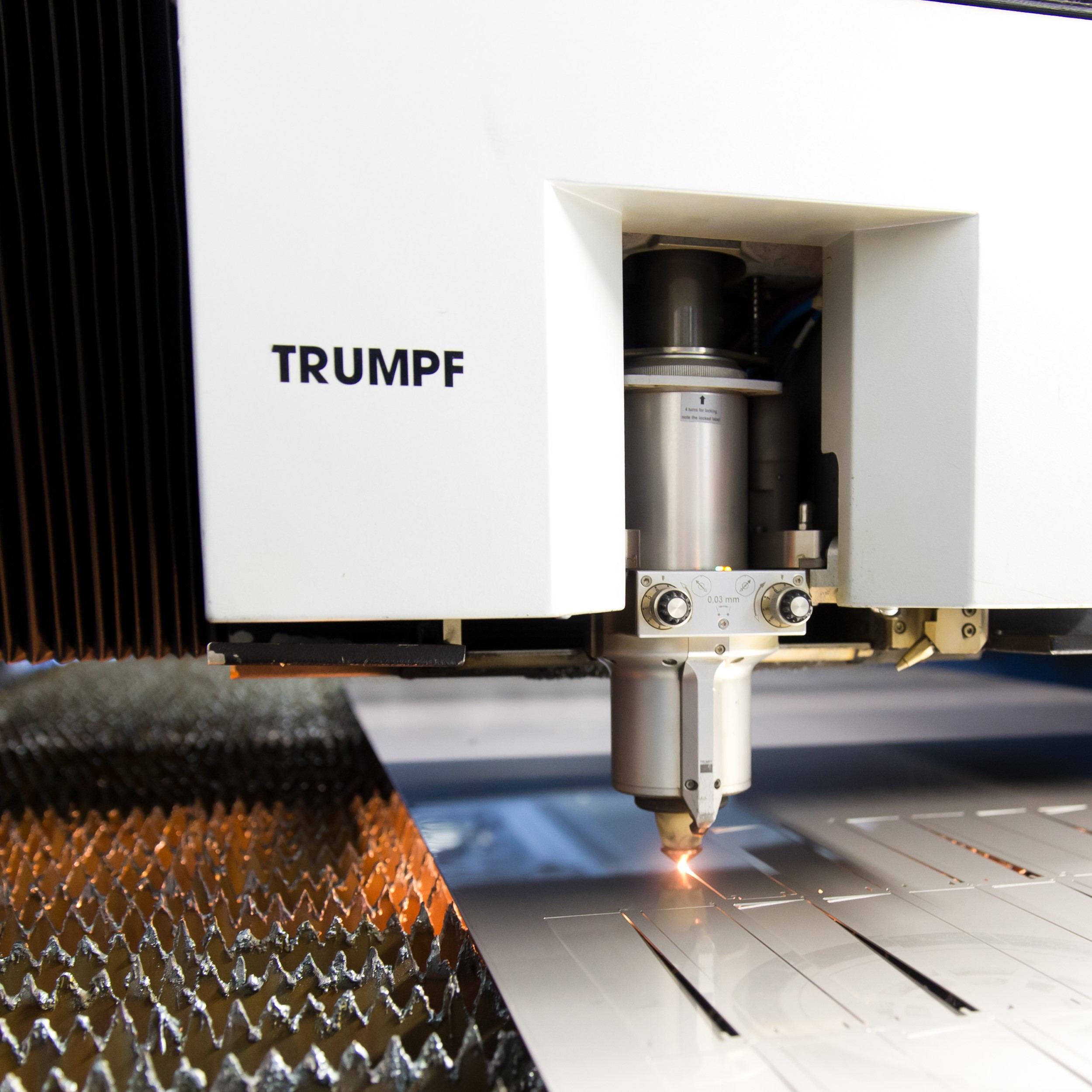
Fully Robotized Laser Cutting
The process of manufacturing parts in our sheet metal department usually starts with cutting the required shapes from sheets of steel, stainless steel, or aluminum.
Our robotized laser cutting line is digitally controlled by our engineering department.
The engineers first select the validated drawings from the bill of materials, and then the nesting software arranges the various parts as efficiently as possible on the sheet size. This file is automatically converted into a cutting program and sent online to the cutting line.
The cutting robot selects the correct material from the cassette tower, cuts the required parts quickly and with high precision, and then transfers the finished sheet to the cassette for completed products.
This unmanned process operates 24/7 and is ideally suited for medium to large production series.
What can we laser cut?
Schouten & Visschers uses a TRUMPF TruLaser 3030 6kW Fiber with a double storage tower for laser cutting.
With this system, we can process:
-
Structural steel with a sheet thickness of up to 25 mm
-
Stainless steel with a sheet thickness of up to 25 mm
-
Aluminum with a sheet thickness of up to 25 mm
The maximum sheet size that our robot can automatically process is 1500 × 3000 mm.
Automated Deburring
During cutting processes such as laser cutting – but also shearing, sawing, punching, and/or stamping – burrs can form on the cut edges of metal workpieces. These sharp, raised edges are undesirable for several reasons. Without post-processing, the workpiece is not safe to use and there is a risk of injury. Removing these burrs is called deburring. Deburring is therefore necessary to make the sheet metal part usable, and it also provides a clean final finish of the product.

Why deburr?
Automated deburring not only improves the visual quality of the product, but also offers several important benefits:
-
Removes burrs as well as sharp edges
-
Creates a “hand-friendly” product
-
Improves fit and alignment of parts in welded assemblies
-
Enhances coating adhesion on brushed surfaces
Bending
Once the contours of the metal part have been cut by the laser, the next step in the production process may involve creating bends.
Depending on the batch size and required deformation, this is done using a press brake or metal press.
Our press brakes are digitally connected to our network, allowing our engineers to prepare the often complex bending settings remotely. This enables the operator to focus fully on production without waiting for setup.
We also maintain a large inventory of bending tools and can even design and manufacture custom-made tooling in our own tool shop for challenging projects.

What can we bend?
Schouten & Visschers uses two SAFAN press brakes for bending.
With these machines, we can process:
-
Structural steel up to 25 mm thick
-
Stainless steel up to 25 mm thick
-
Aluminum up to 25 mm thick
The maximum sheet size our press brakes can handle is 1500 × 3000 mm.
Additional Operations
Even when your metal components need a finishing touch, we’re happy to help!
We have the machines and expertise in-house to perform additional operations such as:
-
Spot welding
-
Pressing nuts or inserts
-
Drilling holes (with or without threads)
-
Various CNC machining operations
What challenge do you have for us?
Do you have a question about our expertise or machinery? We’re happy to assist!